Kvalitní přesná okna a jak je hledata poznat
Asi není nikdo, kdo by si nepřál kvalitní okna. Hodnotit kvalitu zakoupených nebo zabudovaných oken lze z mnoha pohledů, základem jsou ale vždy kvalitní vstupní materiály a přesná továrenská výroba. Proto jsme požádali o možnost navštívit předního českého výrobce oken, který vyrábí okna z nejlepších materiálů a s výjimečnou přesností na 0,1 mm.
„Opravdu je nutná taková přesnost?,” vyzvídali jsme na jednateli společnosti Stavona, spol. s r.o. v Českých Libchavách panu Ing. Antonínu Sychrovi a panu Jiřím Jansovi, řediteli výroby a marketingu.
„Obecně to nutné není, pro naši firmu však ano. Díky tak veliké přesnosti řešíme minimum stížností, záručních a pozáručních oprav a i ty jdou většinou na konto montáže okna na stavbě. Také interval pravidelného seřizování oken, který se uvádí cca rok, naši zákazníci takřka nevyužívají. To bylo i naším cílem, když jsme si pořizovali výrobní linku na absolutní evropské technologické špičce.”
Jedno z oficiálních sdělení Stavony k zákazníkům zní, že »devět z deseti našich zákazníků doporučuje okna Stavona«. „Spokojený zákazník = úspěšná firma je hlavním smyslem naší činnosti,” zaznamenáváme si. Kvalitní výrobek zabezpečí, že se nemusíme rozptylovat a zdržovat zdlouhavým řešením nedostatků na stavbách, ale soustřeďujeme pozornost na naši hlavní činnost, výrobu.”

Pevné a tuhé profily třídy A
Vedle přesné výroby je důležitý i kvalitní vstupní materiál, tedy okenní profily. Stavona používá plastový profilový systém firmy Veka. Ten vedle toho, že patří mezi absolutní technickou špičku, má i obchodní přednosti, které jeho používání podporují.
Jednou z nich je, že Veka jako jediná vyrábí a dodává na trh výhradně profily třídy A, které mají tloušťku vnější stěny 3 mm. U ostatních výrobců se setkáváme i s výrobou „úsporných” profilů třídy B nebo C s tloušťkou stěny 2,5 mm či dokonce méně. Nižší tloušťka vnějších stěn profilů zhoršuje mechanické vlastnosti okna a vede ke snížení jejich životnosti v důsledku rychlejšího opotřebení.
Zákazník většinou vůbec netuší, že je mezi různými třídami profilů nějaký rozdíl. Totéž platí i o dalších „optimalizacích, jako je např. kolísavá odolnost ocelových výztuh profilů, u nichž se navíc šetří i na tloušťce pozinkování.
Zpočátku se neděje nic. Až po čase začnou výrobky s tenkými stěnami či jinými optimalizacemi „zlobit” čili ztrácet důležité vlastnosti jako je životnost, funkčnost a snadné ovládání. Potíže se dostavují tím dřív, čím je okenní křídlo větší (dnes nejsou výjimečná ani okna na celou výšku podlaží) a těžší (s vyššími nároky na úsporu tepla také stoupá hmotnost skel).
Zákazníci Stavony jsou těchto rizik, která často vznikají i náhodnou záměnou, ušetřeni. Mají jistotu, že nejen profily, ale všechny ostatní komponenty jejich oken jsou vyráběny pouze v nejvyšší jakostní třídě. A především adresně, doslova přímo pro něho. Přibližme si to.
Vysoká přesnost výroby na 0,1 mm
Rozměrová tolerance okenního rámu či křídla by měla být do 2 mm. Není však výjimkou, že se setkáte s rozdílem od správného rozměru třeba až 5 mm. Stavona dosahuje standardně přesnosti v desetinách milimetru. Procházíte-li se jejími výrobními halami, neunikne vám vysoká automatizace výroby, kdy je většina rozhodovacích a technologických kroků řízena i prováděna počítači a automaty.
Za unikát považujeme skutečnost, že se zde vyrábějí tzv. zasklívací lišty předem podle teoretického plánu (výpočtu). Těmito lištami se v závěru výroby okna připevní z vnitřní strany zasklívací panel do okenního křídla. Běžně se tyto lišty řežou na potřebnou délku až na poslední chvíli, tzn. po vsazení zasklení do hotového křídla, aby se tak mohly přesně odměřit jejich délky. Při běžné výrobní toleranci je to jediné řešení.
V provedení Stavona nařeže lišty předem automat a operátor je po vložení izolačního skla do hotového křídla pouze doklipne na určené místo. Lišty završují vysoce přesný výrobní proces ve Stavoně, který šetří čas, lidské úsilí a materiál. Rozhodující jsou ale výhody, které získává zákazník.

Přesné okno = minimální údržba aneb čert vězí v detailu
Po zabudování do stavby je okno v různých místech vystaveno působení různých mechanických napětí. Jejich příčinou je jednak vlastní tíha okna, křídla či zasklení a dále působení kotvicích prvků, které do okna přenášejí síly vznikající jejich přílišným utažením nebo – postupem času – dotvarováním ostění. Tvar okna se tím může časem mírně měnit. Uživatel si toho všimne, až když se okno hůře ovládá či netěsní. Proto se cca po roce provozu musí okno často seřídit, aby se obnovilo jeho snadné a bezpečné ovládání a funkce.
Okno, s obvyklou výrobní tolerancí, může být už na novostavbě často doladitelné jen za cenu toho, že funkční nastavení je na samých okrajích laditelných rozmezí. Zákon schválnosti pak často „zařídí”, že za rok se okno už doladit nepodaří, protože správné funkční nastavení je už mimo rozsah laditelnosti. Řešením je pak už jen podstatný zásah do konstrukce okna nebo jeho výměna.
Přesné okno je z výroby seřízeno na střed laditelných hodnot. Taková okna opouštějí výrobní linku Stavona. Výsledkem pro zákazníka je, že se tato okna i po letech dotvarovávání na stavbě nemusí většinou ani seřizovat, natož přestavovat nebo měnit.

Technologie Stavona
Návštěvník provozních hal Stavony ihned zpozorní. Prostory jsou čisté, přehledné, vládne zde pořádek. Výroba na absolutní špičce. Zadání výrobku se vloží do počítače a od této chvíle nemůže člověk vložit do procesu svou chybu. Přenos dat od jednoho výrobního kroku k druhému probíhá automaticky. Operátor jen vkládá do stroje, např. do šestihlavé svářečky, předem připravené profily; případnou záměnu stroj okamžitě pozná.
Zaujal nás hospodárný způsob krácení šestimetrových profilů Veka na potřebné délky. Automat eviduje zbytky profilů z minulých zakázek a kombinuje příchozí zakázky tak, aby byl co nejmenší odpad v co nejkratších délkách. Pokud přijde nový výrobní požadavek, a ve zbytcích je dostatečně dlouhý kus stejného profilu, automaticky je tento zbytek přednostně dodán na pilu.

Šestihlavá svářečka
Jde o počítačem řízené zařízení, které ve Stavoně patří mezi technicky nejvyspělejší a nejvíce pozoruhodné. Dokáže svařit celý okenní rám nebo křídlo i se sloupkem, resp. poutcem „na tupo” a to s přesností na 0,1 mm. Na tupo znamená, že natavené plochy plastu jsou k sobě přitlačovány bez smykových či střižných sil a deformací. Stroj si dále pohlídá, aby bylo stlačení profilů právě takové, aby okno mělo požadované rozměry (s přesností na 0,1 mm). Pevnost a přesnost takového spoje je výrazně vyšší. Obzvlášť to platí pro sloupky, které se jinde montují pomocí kovových spojek. Svářečka je navíc robustní, tedy tuhá, a může tak pracovat rychleji. Zároveň se téměř neopotřebovává. V Evropě je takových strojů málo.

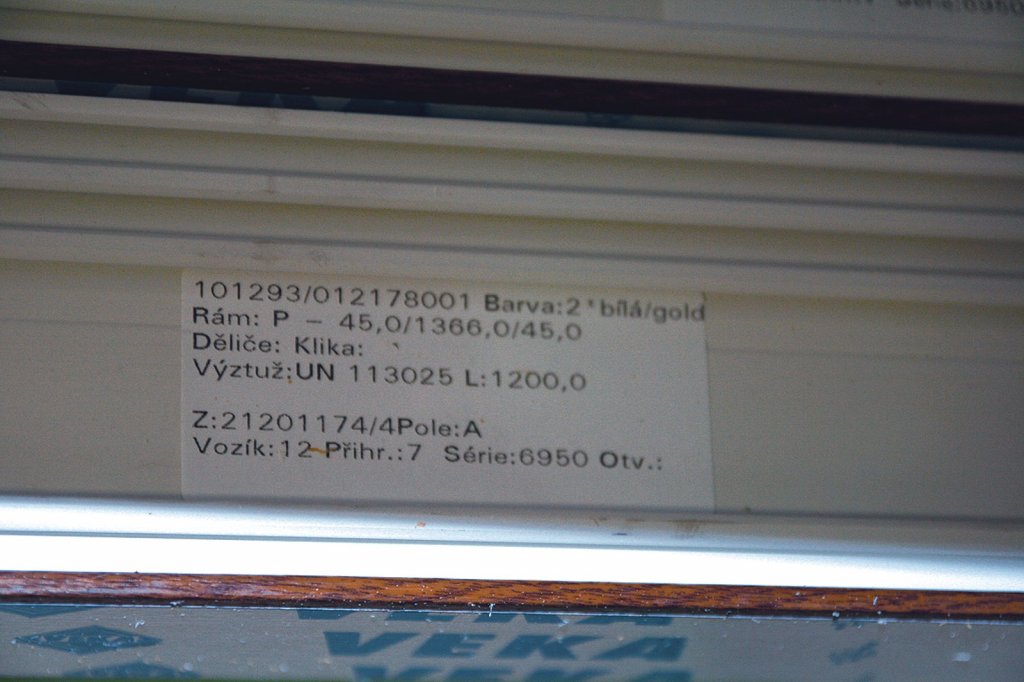
Rodný list výrobku
Každý výrobek, např. okno, má svůj rodný list, tedy štítek, který je umístěn do rámu každého okna a který nese úplnou identifikaci zakázky včetně lokalizace okna. Když vznikne jakýkoliv problém, stačí když zákazník telefonicky nahlásí identifikaci ze štítku. Rozbije-li se mu třeba sklo v okně, nemusí technik vyjíždět k měření, ale přijede přímo s náhradním sklem, které na místě vymění. Stejné je to i jinými opravami.

O Stavoně
Stavona, spol. s r.o. vznikla roku 1991 jako výrobce oken, dveří, výloh, zimních zahrad, posuvných stěn a rolet, včetně příslušenství (parapety, sítě proti hmyzu, žaluzie apod.). Dnes se s ročním obratem cca 200 mil. Kč řadí k významným výrobcům stavebních otvorových výplní na českém trhu. Všechna okna Stavona nesou značku Garance a kvality. Jsou vyrobena certifikovanými systémy řízení jakosti dle ČSN EN ISO 9001 a ČSN EN ISO 14001 (systém environmentálního řízení jakosti s akcentem na ekologické chování). Okna Stavona si vysloužila důvěru stavebníků pro svou životnost, barevnou stálost, odolnost proti namáhání a rychlý, bezproblémový servis.




