Svařované střešní a obvodové pláště
Obloukové bodové svařování průvarem je technologie, umožňující bodové spojování ocelových plechů vzájemně nebo s libovolně tlustým ocelovým dílcem z jedné strany, průvarem.
Průvarem se rozumí propálení otvoru elektrickým obloukem bez předvrtávání a následným jeho zatavením v jedné operaci. Svařovat lze i více plechů najednou. Lze svařovat také plechy pozinkované a za určitých podmínek plechy opatřené ochranným nátěrem.
Princip obloukového bodového svařování průvarem obalenou elektrodou
Průvarová technologie umožňuje bodové spojení tenkých ocelových výrobků vzájemně nebo k libovolně tlustému ocelovému dílci z jedné strany v jednom cyklu.
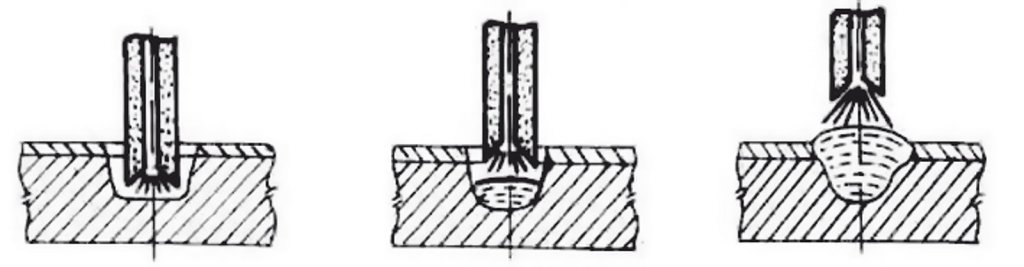
Svařovací proces probíhá ve třech fázích:
- a) Elektroda je mechanicky přitlačována ke svařovanému materiálu a po zapálení svařovacího oblouku, při nastaveném mechanickém posuvu elektrody pružinou, se do materiálu propálí díra.
- b) Zbylým posuvem elektrody a jejím postupným odtavováním, se zataví propálená díra.
- c) Povrchová část svaru se formuje délkou odtavení elektrody, která je dána nastavením svařovacího napětí na svařovacím zdroji.
Svařovací zdroj musí splňovat tyto požadavky:
- svařovací proud min. 250 A,
- napětí naprázdno min. 40 V,
- vyhovuje střídavý i stejnosměrný proud,
- regulace svařovacího napětí, nejlépe plynulá,
- plochá charakteristika zdroje.
V ustáleném svařovacím procesu je u elektrod E-R921 svařovací napětí 36 V a svařovací proud u elektrod ø 2,5 mm je 160 A. Doba svařovacího procesu je max. 5 sec.
Těmto požadavkům vyhovují běžné svařovací zdroje MIG-MAG transformátorového provedení. Jejich nevýhodou pro práce v terénu (na střechách budov apod.) je vysoká hmotnost, a tím je obtížné jejich přemísťování.
Řízené usměrňovače (investory) mají odlišné vlastnosti, ale některé druhy lze také uzpůsobit pro svařování průvarem.
Trochu historie
Uvedené výsledky byly výstupem vývojového úkolu, řešeného u Vítkovických staveb Ostrava již v roce 1982, s uplatněním dvou vynálezů na průvarové pistoli STIFO. Pistole byla nevhodným způsobem uvedena na trh a nebyla správně využívána. V roce 1991 byla Výzkumným ústavem zvaračským v Bratislavě schválena průvarová pistole STIME s obdržením certifikátu a byla zastavena výroba pistolí STIFO a PP91.

Nové pistole se uplatnily při montážích stavebních buněk, ocelových svodidel dálnic, ztraceného bednění staveb, střešních plášťů ocelových hal, klempířských výrobků a dalších technologií. S převodem vlastníka ŽAZ Vamberk na ESAB Vamberk a zrušením výroby obalovaných elektrod, zvláště E-R921, vhodných pro technologii průvarového svařování, dále se zrušením výroby svařovacích agregátů u MEZ Brumov, došlo k zastavení možnosti využití průvarové bodové technologie.
Díky zájmu a kladnému přístupu pracovníků firmy ESAB Vamberk s.r.o., se podařilo v roce 2010 obnovit možnost využití průvarové bodové technologie.
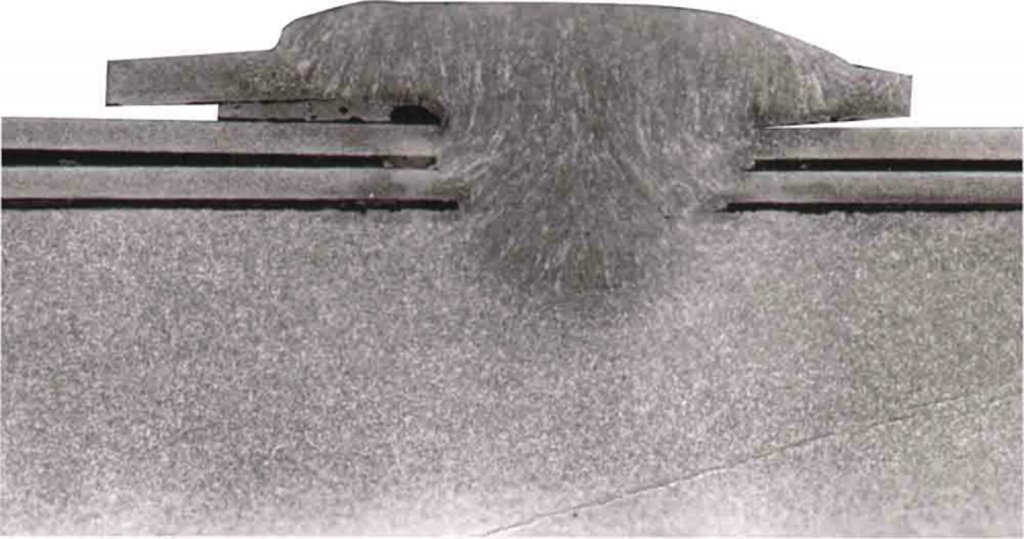
Střešní a obvodové pláště budov
Svařování lze provádět svařovacími zdroji metodou MIG/MAG bez použití ochranného plynu, obalenou elektrodou E-R 921 (ze starých zásob) nebo nově elektrodou OK Femax 33.65 s použitím speciální průvarové bodovací pistole STIME. Svařuje se bez ochranné masky nebo jiných prostředků, chránících před ozářením elektrickým obloukem. S úspěchem byla průvarová bodová technologie využita při opravě opláštění šikmých dopravníků.
Ke svařování byl použit svařovací zdroj MIG-MAG 280A, který se přemísťoval mezi dopravníky a svařovací kabel délky 10 m a který postačoval k provedení svarů. Stejná, a naopak snadnější, byla montáž střešního pláště.

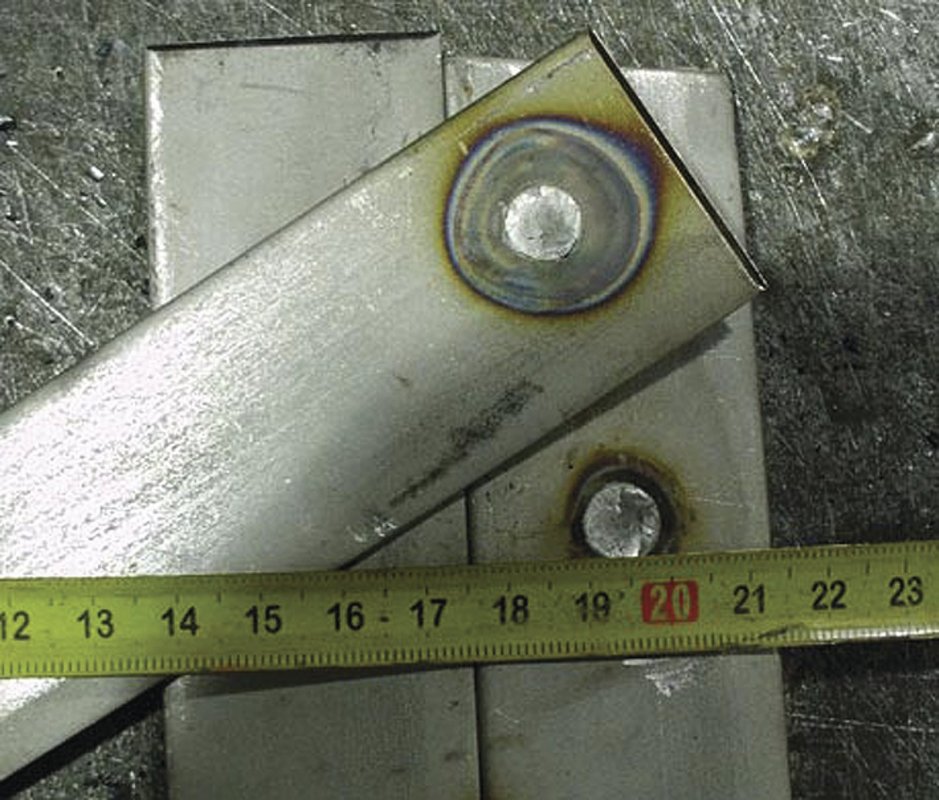
Při průvarovém svařování dochází k výraznému snížení nákladů na upevnění plechů
Proti rozšířenému používání vstřelovacích hřebů je průvarové svařování až 15 krát levnější a proti šroubovým spojům šrouby TEX je až 3 krát levnější. Také pevnost, vodotěsnost a odolnost proti korozi je výrazně lepší, což prokázaly korozivzdornostní zkoušky prováděné u VUHŽ Dobrá, se simulací 20 let ostravského prostředí.

Hlavní výhody obloukového bodového svařování průvarem s pistolí STIME jsou:
- Pro obsluhu postačuje pouze zaškolení i pracovníka s nižší kvalifikací.
- Při práci s průvarovou bodovací pistolí není zapotřebí ochranných prostředků proti ozáření elektrickým obloukem pro obsluhu ani okolí.
- Při svařování pozinkovaných plechů není obsluha ani okolí ohroženo výpary zinku (zinkovou horečkou), při běžném dostatečném větrání.
- Nemusí být použita ani ochranná maska s přívodem vzduchu.
- Průvarovou pistolí STIME je možno přitlačit na spojovaný materiál pro odstranění nežádoucích mezer mezi plechy.
- Při svařování lakovaných plechů nebo na lakovanou konstrukci se provádí průvar do jednoho místa opakovaně (dvakrát). Při prvním průvaru dojde k vyhoření laku s vývinem plynu, který může poškodit svar. Druhý průvar, po předchozím odstranění strusky, zajistí kvalitu spoje.
- Při obloukovém bodovém svařování průvarem plechů ve větších plochách, k tuhé ocelové konstrukci (vrata, skříně apod.), nedochází k jejich vlnění a plošné deformaci.
- Obloukové bodové svařování průvarem je úspěšně proveditelné také při vodorovné poloze elektrody.
- Obloukové bodové svařování průvarem zajišťuje pevnější a méně nákladné spoje než spoje šroubované nebo vstřelované. Přivařované plechy umožňují brát v úvahu zpevnění konstrukce i při pevnostním výpočtu.
- Bodové svařování nerezových plechů.
- Zaručená opakovatelnost kvality průvaru, při dodržení stejných svařovacích podmínek.
Novinky
Dalším přínosem pro průvarovou technologii je svařovací invertor firmy ESAB a nerezové elektrody.

Co brání využití technologie obloukového bodového svařování průvarem?
Jedním slovem řečeno „legislativa”. K používání této technologie nejsou zpracovány svařovací normy a není nikoho, kdo by financoval případné nové zkoušky, které v roce 1982 byly zpracovány za 200 tis. Kčs u VUHŽ Dobrá.
Zařízení (průvarové bodovací pistole), chráněné třemi vynálezy v ČSSR, které umožňuje zaručenou opakovatelnost stejné kvality svaru, nebylo rozšířeno do jiných států světa, a tím se stalo neznámým pro možnou registraci uvedené technologie v normách a předpisech. V České republice není výzkumné pracoviště, které by mohlo zajistit uvedení této technologie do současně platných předpisů, a certifikáty vydané Výzkumným ústavem zvaračským v Bratislavě na průvarové pistole, ztratily platnost. Žádný projektant ani investor nemůže bez platných norem, certifikátů nebo jiných předpisů tuto technologii uplatnit.
Do současné doby se jednalo s těmito institucemi: Česká svářečská společnost ANB Praha; Český svářečský ústav, s.r.o. – Ostrava; QUALIFORM, a.s. Brno – odbor posuzování shody; Technický dozorčí spolek Brno- sekce materiálů svařování; Hospodářská komora ČR; Česká komora architektů; Ministerstvo průmyslu a obchodu.
Žádný pracovník z uvedených institucí nenašel řešení legalizace technologie obloukového bodového svařování průvarem, s použitím pistole STIME. Byla však vypracována spousta předpisů (např. EN 1090-1 a EN 1090-2), které musí být při svařování (zvláště stavebními firmami) dodržovány a brání využití neregistrované a opomíjené technologie.

Nedostatek v legislativě, což souvisí i s finančními prostředky, brání také získání zájemce o sériovou výrobu průvarové pistole a případnou výrobu nebo jen úpravy, levnějšího a lehčího svařovacího zdroje.
Pokud se nenajde sponzor a nadšenec pro novinky, které nemají rychlý finanční efekt, je vše jen boj s „větrnými mlýny”!




